
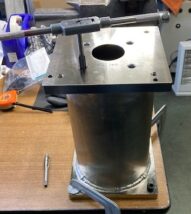
かしめ装置のリンク部品の製作をしています。
各シャフトと穴を現物合せで仕上げます。

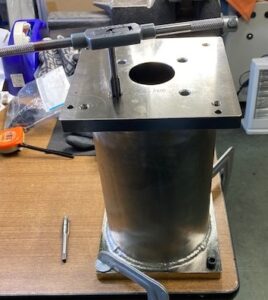
かしめ装置のリンク部品の製作をしています。
各シャフトと穴を現物合せで仕上げます。

ターンテーブル選別機を使用して、不良ねじの判定が出来るか、確認を行います。

ターンテーブル選別機
良品、不良品のねじの形状をカメラで記録して、判定するための設定を行います。

ねじ判定OK

ねじ判定NG
良品と不良品のねじの判定が出来ました。

前回製作した位置決め圧入治具にストッパを追加して作業しやすくしました。
今回の改良で、作業時間が短縮しました。

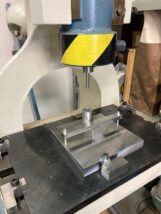
エレシリンダーを載せる為のかさ上げ台を製作しています。
写真は、M10タップ加工をしています。

弊社で使用しているハンドプレス機でお客様の要望する圧入加工が出来るか、テストをしてみます。
位置決めにL字アングルを使用して簡易的な治具を製作します。

圧入簡易治具の製作
簡易治具をハンドプレスに取付け、圧入加工を行いました。問題なく圧入出来ました。

ハンドプレスに治具セット
蹴とばしプレスを使用してカシメ加工を行う仕事が決まりました。

蹴とばしプレス治具を製作、プレス機にセットし、カシメ加工を行いました。

カシメ治具のセット

ステンレスシャフトの4カ所に段付きピンを圧入する仕事が決まりました。
ハンドプレスで圧入加工を行うのですが、圧入箇所を間違わないように、位置決めの出来る圧入治具を製作
します。

位置決め圧入治具
ハンドプレスのテーブルに固定して完成です。

位置決め圧入治具取付

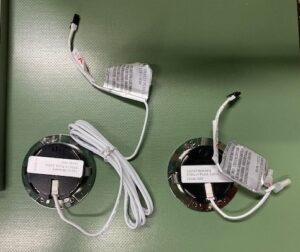
LED照明器具の配線を短くする仕事をいただきました。2mある配線を切断して20cmの長さで繋ぎます。
電気配線の専用工具4種類を使って作業をします。

配線加工用工具
このように束ねた配線が無くなり短くなりました。
400個程の作業を行います。
LED照明 配線加工

長く使っているディスペンサーの動きがおかしくなって、塗布作業が不安定になったので
原因を確認し、修理をする事にしました。

ディスペンサー 接着剤塗布装置
カバーを外してモーターの動きを確認しました。

ディスペンサー 分解
電気的な異常は見当たらなかったので、モーターをばらしてみる事にしました。

ディスペンサー カップリング
モーターとローラーを接続するカップリングの固定ねじが緩んでいる事が解りました。
固定ねじをしっかりと締め、組上げたら、動きが安定して塗布作業も正常に戻りました。

エレシリンダーを使用したカシメ加工機でスプリングピンの圧入加工を行います。
圧入の高さをタッチパネルに数値で入力します。

エレシリンダー入力タッチパネル
スプリングピンが倒れないようカラーで支えて圧入を開始します。

スプリングピン倒れサポート
問題なく圧入出来ました。

スプリングピン 圧入