
2mm厚の革を 円の抜き型 で 打ち抜いてみました。

見事に丸く打ち抜けました。50mmの円が打ち抜けています。

2mm厚の革を 円の抜き型 で 打ち抜いてみました。
見事に丸く打ち抜けました。50mmの円が打ち抜けています。

エレシリンダーのテスト機を使用して革が打ち抜けるか と問われまして、
わからなかったので、打ち抜き実験を行う事にしました。
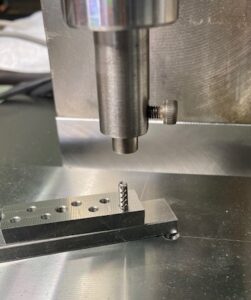
まずは、打ち抜き型を押さえる為の平ポンチを製作します。

平ポンチをエレシリンダーテスト機にセットしました。


PLCプログラムを入れ動作確認、調整をして、圧着機が完成しました。構想通り作動しています。


電気配線接続後、操作するボタン等設置しました。後はPLCのプログラムを作成し転送すれば、動くようになります。


操作スイッチ、エレシリンダー、カウンターとの電気配線の接続を行いました。


ターンテーブル選別機を使用して、不良ねじの判定が出来るか、確認を行います。

ターンテーブル選別機
良品、不良品のねじの形状をカメラで記録して、判定するための設定を行います。

ねじ判定OK

ねじ判定NG
良品と不良品のねじの判定が出来ました。

エレシリンダーを使用したカシメ加工機でスプリングピンの圧入加工を行います。
圧入の高さをタッチパネルに数値で入力します。

エレシリンダー入力タッチパネル
スプリングピンが倒れないようカラーで支えて圧入を開始します。

スプリングピン倒れサポート
問題なく圧入出来ました。

スプリングピン 圧入

ステンレスの波形スプリングピンを鉄材に圧入する作業で、ハンドプレスで圧入を試してみましたが、
かなりの力でレバーを引かなくてはならず、数をこなすには厳しい事がわかりました。
そこで、エレシリンダーでカシメ加工が出来るか検証(前回の記事参照)で、使用したカシメ加工機で圧入加工が出来ないか
確認する事にしました。
ダミーのブランクとスプリングピンに合わせたパンチを製作します。

圧入テスト サンプル

カシメ加工機
スプリングピン支える治具も必要となり、製作します。
スプリングピン パンチ

配電盤からの電気配線を接続して、PLCプログラムを転送したら加工機の完成です。

エレシリンダー カシメ加工機
入力タッチパネルを接続して、機械の動作の確認を取りました。問題なく動きました。

エレシリンダー 入力タッチパネル
早速、カシメ加工を行います。
R形状もしっかりと出来ていて問題なくカシメ加工が出来る事を確認致しました。

ブランクがレールを通して落ちる速度が速いと、ブランクの姿勢が崩れ後加工に問題が出る事がわかりました。そこで、搬送するスライダー自体に速度を落とさせるストッパーの役割を持たせる為の改造をおこないました。ファイバーセンサーを追加して信号を取り、プログラムを作成し直します。

搬送回転装置 改造
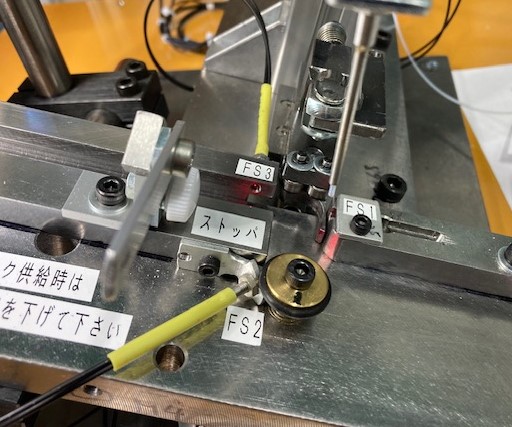
ファイバーセンサの追加