
テスト機にハトメ打ちのコマを取付けます。


革にハトメをセットして、エレシリンダーで押し込みます。


きれいにカールして仕上がりました。
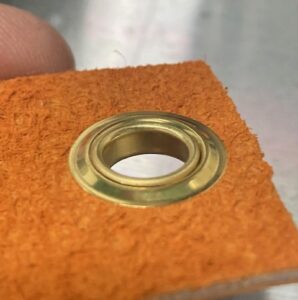
エレシリンダーでハトメ打ちが出来ました。
テスト機にハトメ打ちのコマを取付けます。
革にハトメをセットして、エレシリンダーで押し込みます。
きれいにカールして仕上がりました。
エレシリンダーでハトメ打ちが出来ました。

革を入手して、これにハトメ打ちを行う事にしました。革にハトメのサイズに合う穴(Φ8)を明ける為、専用ポンチで打ち抜きます。


この打抜き作業もエレシリンダーで出来そうです。時間ある時に試してみようと思います。

ハトメ打ちをエレシリンダーで出来ないかとの質問がありましたが、わからないのでデモ機で試す事にしました。まず、ハトメの大きさを選定して、両面ハトメ用工具(コマと呼ぶようです)を入手しました。


コマをテスト機に取付ける為のホルダーが必要となる為、専用ホルダーを製作しました。



圧入治具を取り付けてあるハンドプレスで、樹脂圧入の作業を行っているのですが、ポンチ部分を金属で製作していた為、滑ってまっすぐ入れられないと報告がありました。そこでポンチの素材を樹脂(POM材)で製作して取付けました(白色部分)。滑らずに圧入出来、またキズ対策にもなっていて改良して良かったです。


ボードに各電気部品を配置し取付けて、配線を接続しました。


DC24V電源を使用し、リレーとタイマーを使用したカウントアップ回路を製作します。
使用する電気部品を集めました。


エレシリンダーテスト機を使用してアルミピン2本をプレス品にかしめるテストを行います。


ピンとプレス品をセットして加工します。


2本のピンのかしめ加工は、エレシリンダーで出来ました。

お客様からの加工検討依頼を受けまして
抜け防止の加工がエレシリンダーで出来るか、テスト機で確認を行います。
まずは、 ブランクを固定するダイスとポンチ を製作します。

ポンチ、ダイスをテスト機に取付けて、お客様のサンプルが入荷しましたら、加工を行います。


PLCプログラムを入れ動作確認、調整をして、圧着機が完成しました。構想通り作動しています。


電気配線接続後、操作するボタン等設置しました。後はPLCのプログラムを作成し転送すれば、動くようになります。
